The Science of Sublimation: An Engineer's Guide to Perfect Blank Koozie Printing
In the wholesale market, the quality of a blank koozie is defined not just by its price, but by its “Sublimation Integrity.” Why do colors look dull on some blanks while others burst with vibrancy? Why do some koozies lose their rebound after heat pressing? This technical guide analyzes how base material, fabric density, and process control (220°C/15s) impact your final printing results.

1. Base Material: Hand-feel and Thermal Resistance
The core of a koozie is its “Engine.”
Say No to Paper & Thin Polyester: Cheap paper-based or single-layer polyester sleeves fail instantly when faced with condensation from an ice coffee. They lack hand-feel and durability. Neoprene vs. Polyester – Which is best?
The Neoprene Advantage: SBR/SCR Neoprene is the ideal carrier for sublimation. It absorbs condensation, provides a premium grip, and most importantly, possesses Thermal Memory.
Resisting the Press: Low-quality foam often collapses under the 220°C heat press, turning thin and losing its rebound. NeopreneX blanks are engineered to maintain their 3mm thickness and “spring-back” even after high-temperature cycles.
2. The Fabric: Why 200g Double-Layer Jersey is Non-Negotiable
The surface fabric is your “Canvas.”
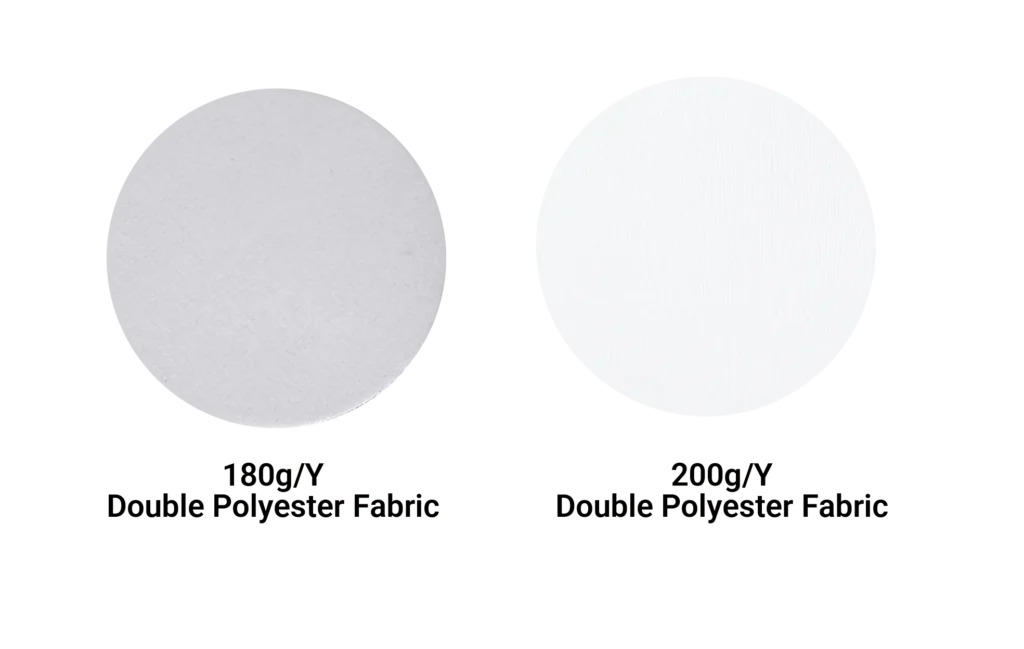
Density Matters: Most market blanks use 160g or 180g fabric to save costs. The result? Washed-out colors and ink bleeding.
The 200g Standard: At NeopreneX, we use 200g+ white double-layer polyester. This high-density knit ensures ink is locked deep within the fibers, providing a high-definition finish.
Pro Tip: Remember, 100% cotton cannot be sublimated. Our high-density polyester jersey is chemically compatible with sublimation inks for permanent, vivid results.
3. Equipment Selection: Pneumatic vs. Manual
Pneumatic Automation: We recommend pneumatic heat presses. They provide consistent, measurable downward pressure and automated timing—critical for high-volume wholesale orders.
Manual Check: If using manual equipment, verify the heat distribution across the plate. Cold spots at the edges are the #1 cause of “Ghosting” in koozie printing.
4. Preparation: The Battle Against Fiber Carbonizatio
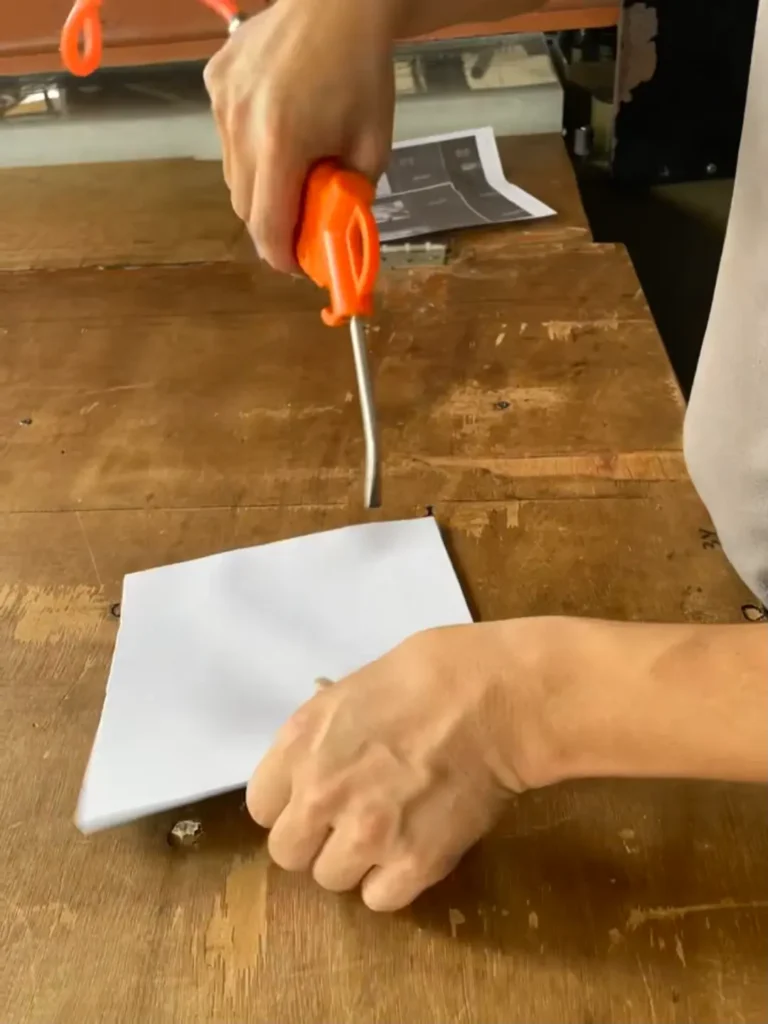
This is the secret of elite printers: Surface Cleaning.
The Black Line Enemy: Micro-fibers from the cutting process can remain on the white blank. At 220°C, these fibers carbonize, creating permanent black lines on your design.
The Solution: * High-Pressure Air: Use an air gun to blow off loose fibers and dust.
Lint Rollers: If no air source is available, use a lint roller or adhesive tape to clean the surface of the blank before pressing.
5. Optimal Process Parameters (SBR 3mm Standard)
| Parameter | Recommended Value | Engineering Observation |
|---|---|---|
| Pressure | 0.3 Mpa | Ensures full ink penetration without crushing the SBR rubber core. |
| Time | 15 - 17 Seconds | Optimal dwell time for molecular ink bonding with 200g Jersey. |
| Temperature | 210°C - 220°C | Critical threshold for vivid polyester color activation and thermal memory. |
6. The "Quick Release" Rule
Timing is everything. Once the heat plate lifts, remove the transfer paper immediately.
Why: Residual heat can cause “secondary gasification,” leading to blurred edges and contamination of the clean white surface.